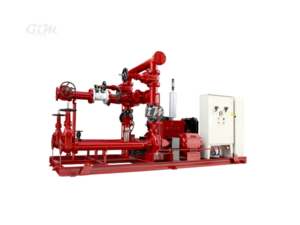
Multistage horizon centrifugal fire pump
- Flow Range: 5–1000 L/S
- Pressure Range: 0.2–2.5 MPa

- Support Customization
- Two-Year Warranty
- Global Shipping
- Multiple Payment Methods
OVERVIEW
A horizontal multistage fire pump is designed to meet high-pressure and large flow rate requirements in fire protection systems. These pumps are typically used in large commercial buildings, industrial facilities, and other areas requiring reliable fire suppression systems.
APPLICATIONS
- Fire Protection Systems:
- Fire Hydrant Systems
- Sprinkler Systems
- Water Spray Cooling Systems
- Foam Systems
- Water Cannon Systems
- Hospital Fire Protection
- Emergency Fire Water Supply
- Fire Systems for Industrial and Civil Buildings
- Water Supply Systems: Provides high-pressure water supply for emergency situations and large-scale fire fighting.
FEATURES
- Multistage Design:
- Multiple Stages: The pump has several impellers arranged in series, allowing it to generate high pressures. This is crucial for fire protection systems that require significant pressure to deliver water over long distances and heights.
- High Efficiency: The multistage configuration provides a more efficient solution for achieving high pressure compared to single-stage pumps.
- Horizontal Configuration:
- Space Efficiency: The horizontal design allows for a more compact footprint, making it suitable for installation in spaces with limited vertical clearance.
- Stable Operation: This configuration offers greater stability during operation, especially at high flow rates and pressures.
- Robust Construction:
- Materials: Typically made from high-quality cast iron or stainless steel, ensuring durability and resistance to corrosion.
- Mechanical Seals: Advanced mechanical seals, often made from hard materials like tungsten carbide or silicon carbide, ensure leak-free and reliable operation.
- High Performance:
- Flow and Pressure Range: Capable of handling high flow rates and pressures, making it ideal for large-scale fire protection systems.
- Energy Efficiency: Equipped with high-efficiency motors that comply with national energy standards to minimize operating costs.
- Advanced Design:
- Hydraulic Modeling: Uses CFD (Computational Fluid Dynamics) for optimizing hydraulic performance, improving efficiency and operational range.
- Finite Element Analysis (FEM): Ensures structural integrity and load-bearing capacity of the pump components.
- Operational Features:
- Low Noise: Designed for quiet operation with minimal vibration.
- Stable Performance: Maintains stable operation under varying conditions, ensuring reliable performance in emergency situations.
- Maintenance and Reliability:
- Easy Maintenance: Designed for easy access to components, simplifying maintenance and reducing downtime.
- Durable: Built to withstand harsh conditions and frequent use in emergency scenarios.
ADVANTAGES
- Advanced Hydraulics Model: Utilizes CFD hydraulic modeling for optimized design, improving pump efficiency and expanding its operational range. Castings use resin sand molding, and the flow components’ molds are CNC-machined, ensuring precise dimensions and smooth surfaces.
- Optimized Pump Design: Employs FEM (Finite Element Method) for structural optimization, validating the design’s rationality and load-bearing capacity.
- Energy-Efficient Motor: Features a high-efficiency three-phase asynchronous motor, meeting national standards GB-18613 for energy efficiency with an insulation grade of F.
- Stable Operation: Horizontal structure provides enhanced stability during high-power operations compared to vertical designs.
- Low Noise: The pump operates smoothly with minimal noise, and high concentricity of components ensures quiet performance.
- Reliable Sealing and Leak-Free Operation: Mechanical seals made from hard materials such as tungsten carbide and silicon carbide ensure durability and prevent leakage.