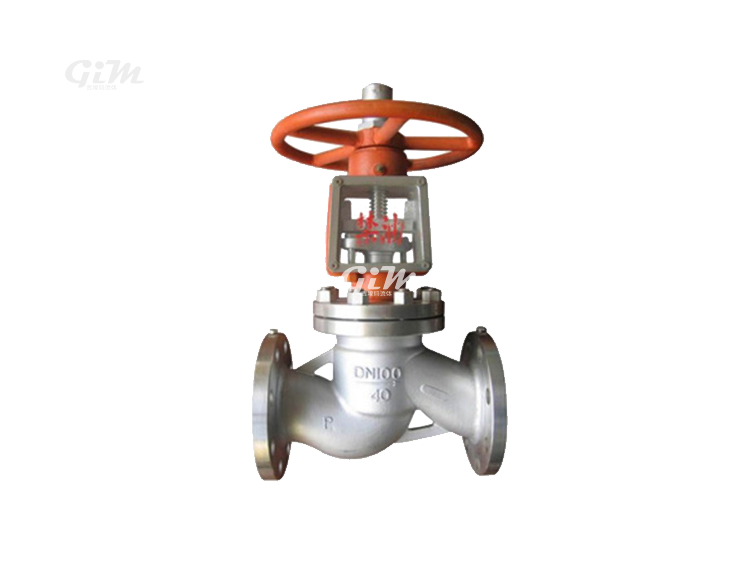
Oxygen Globe Valve
- Support Customization
- Two-Year Warranty
- Global Shipping
- Multiple Payment Methods
Overview:
The Oxygen Globe Valve is specially designed for oxygen pipelines and equipment. It ensures safety, reliability, and precise control of oxygen flow, reducing the risk of combustion or explosion in oxygen-enriched environments. This valve is widely used in industries such as chemical processing, steel production, and healthcare facilities.
Product Features:
- Material:
- Valve Body Material: Made of stainless steel or bronze, materials chosen for their anti-spark properties, ensuring safe operation in oxygen environments.
- Sealing Material: Equipped with PTFE or other non-combustible sealing materials that prevent ignition in oxygen-enriched conditions.
- Oxygen-Specific Cleaning:
- The entire valve undergoes an oxygen-cleaning process to remove any hydrocarbons or contaminants that could cause combustion. This ensures safe and efficient operation when exposed to pure oxygen.
- Design:
- Non-Rising Stem: Designed to save space in pipelines and maintain a compact design while offering reliable operation.
- Extended Bonnet Option: For some high-temperature applications, the valve may feature an extended bonnet to isolate the actuator from elevated temperatures in oxygen service.
- Safety Features:
- Anti-Spark Design: The valve is designed to prevent friction or static build-up that could cause sparks when oxygen is flowing, making it safe for high-pressure oxygen systems.
- Pressure Relief Mechanism: Built-in safety features help relieve excess pressure to prevent over-pressurization in oxygen pipelines.
- Pressure and Temperature Ratings:
- Pressure Classes: Available in a wide range of pressure ratings, typically from PN16 to PN40 or ANSI Class 150 to 600, suitable for both low and high-pressure oxygen systems.
- Temperature Range: Operating temperature ranges from -40°C to 150°C, depending on the specific application and valve materials.
- Operation:
- Manual or Automated Operation: Available in both manual (handwheel) and automated (pneumatic or electric) options to meet diverse application needs.
- Precise Flow Control: The globe valve’s design allows for accurate throttling and flow regulation, making it ideal for applications requiring fine control over oxygen flow rates.
- Leakage Prevention:
- Tight Shut-off Capability: The oxygen globe valve offers a bubble-tight seal, ensuring there is no leakage of oxygen, which is critical in preventing any fire or explosion risks.
- Blowout-Proof Stem: Prevents the stem from ejecting during pressure surges or in case of valve failure, ensuring safe operation.
- End Connections:
- Available with flanged, threaded, or welded end connections, providing flexible installation options to fit various pipeline systems.
Applications:
- Oxygen Supply Systems:
- Widely used in oxygen supply pipelines in industries like steelmaking, where large volumes of oxygen are required for combustion and chemical reactions.
- Chemical and Petrochemical Plants:
- Used in chemical processing where oxygen is employed for oxidation reactions, especially in processes like catalytic cracking and sulfur recovery.
- Healthcare Industry:
- Commonly installed in oxygen distribution systems in hospitals and healthcare facilities, ensuring a safe and consistent supply of oxygen for medical treatments.
- Aerospace and Aviation:
- Employed in oxygen systems for life support and pressurization, as well as in ground-based facilities for oxygen filling and storage.
- Welding and Cutting:
- Utilized in oxy-fuel cutting and welding applications, where precise control over oxygen flow is critical for flame adjustment and safety.
- Oxygen-Enriched Environments:
- Used in any environment where oxygen levels are significantly higher than atmospheric levels, requiring special attention to prevent fire hazards.
Advantages:
- Anti-Ignition Properties: Specifically designed to minimize risks in oxygen-rich environments by using non-sparking materials and oxygen-safe lubricants.
- Reliable Performance: Provides excellent sealing performance and precise flow control, critical in oxygen pipelines and systems.
- Safety Assurance: Special cleaning and anti-static design reduce the chances of spontaneous ignition, making it a safe choice for handling oxygen.
- Durable Construction: Constructed from materials that are resistant to corrosion, oxidation, and wear, ensuring a long service life even in demanding oxygen environments.
The Oxygen Globe Valve is a vital component in oxygen handling systems where safety and precision are paramount, offering reliable flow control while mitigating the risks associated with oxygen-rich atmospheres.